Формирование межзубных впадин при ленточном пилении
Многообразие конструкций ленточнопильных станков и пил дают возможность выбора оптимальных ленточнопильных технологий для конкретных условий производства.
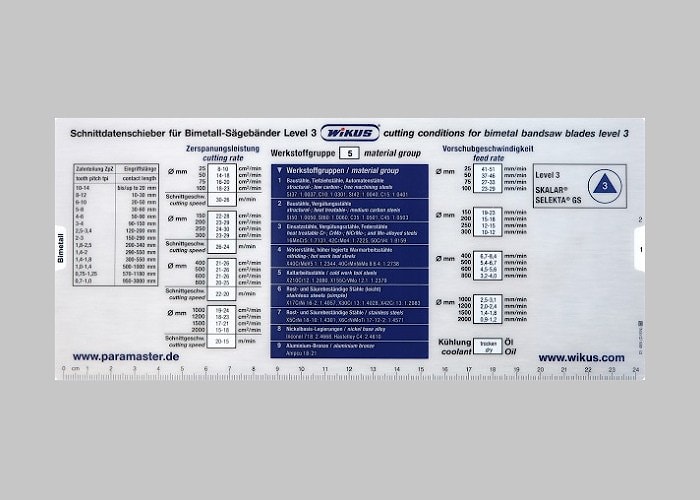
На современных заготовительных производствах до 80 % заготовок разрезают с помощью ленточнопильных технологий, которые относятся к высокотехнологичным, энерго- и ресурсосберегающим процессам. Биметаллические ленточные пилы различных производителей, таких как WIKUS, AMADA, LENOX, BAHCO и др. отличаются друг от друга не только материалом режущей части, но и конструктивными и геометрическими параметрами зубьев.
Фирма WIKUS, например, выпускает ленточные пилы с 1958 года, и ее производственная программа включает более 1400 вариантов пил с различными формами режущей части.
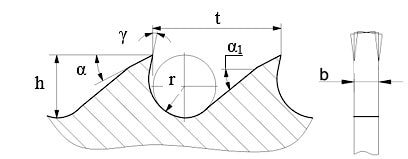
Геометрические параметры зубьев: передний угол γ, главный задний угол α, вспомогательный задний угол α1, радиус межзубной впадины r, шаг зубьев t, высота зуба h, толщина полотна b. Эти параметры формируют форму зуба и межзубной впадины.

Шаг зубьев ( tpi – tooth per inch) делится на постоянный и переменный. Постоянный шаг характеризуется одинаковым расстоянием между зубьями и одинаковым объемом межзубной впадины на всей длине пилы и обозначается одной арабской цифрой от 0,75 до 32 с добавлением букв tpi.
Переменный шаг характеризуется переменным расстоянием между зубьями и различным объемом межзубных впадин, внутри одной группы. Группа зубьев может насчитывать 5, 7, 9 и 12 зубьев и обозначается двумя арабскими цифрами от 0,55-0,75 до 12-16 с добавлением букв tpi.
Поскольку зубья пилы при резании находятся в замкнутом пространстве, то в процессе резания необходимо обеспечить размещение стружки в межзубных впадинах без ее дополнительного деформирования и последующее удаление стружки при выходе из зоны контакта с заготовкой. Учитывая подобие процессов и опыт работы при протягивании, предлагается рассчитывать параметры формы зуба ленточной пилы с учетом коэффициента К заполнения стружкой межзубной впадины. При резании металлов объем образующейся стружки будет зависеть от формы, размеров и марки обрабатываемого материала; формы зуба и шага пилы; режимов резания.
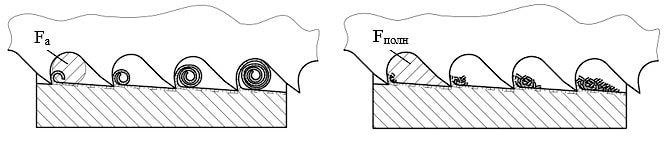
При пилении стальных заготовок образуется сливная стружку в виде спирали, которая частично заполняет объемы межзубных впадин. Известны методики расчетов объемов стружечных канавок для протяжек. Для ленточных пил при расчете коэффициента К заполнения впадины учитывается площадь ее активной части:
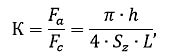
где Fa - площадь активной части межзубной впадины, мм2; Fc – площадь продольного сечения, мм2; h - высота зуба, мм; Sz - подача на зуб, мм/зуб; L - длина резания, мм.
При обработке хрупких материалов, образуется стружка надлома, которая заполняет весь объем межзубных впадин. Для расчета ленточных пил предлагается формула для коэффициент К, с учетом возможного полного заполнения площади межзубной впадины.
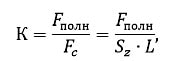
где Fполн - полная площадь межзубной впадины, мм2.
При переменном шаге межзубные впадины пилы имеют различную форму. Полотно состоит из 7 зубьев различной формы: одного прямого и шести разведенных зубьев попеременно вправо-влево. В расчетах пил с переменным шагом необходимо учитывать наименьшую межзубную впадину. Пилы с постоянным шагом имеют одинаковые межзубные впадины.

Объем образующейся при резании заготовок стружки в межзубных впадинах определяется по формуле:
где Sz – подача на зуб, мм/зуб; b – ширина лезвия, мм; L – длина резания, мм.
Предлагается расчетная формула для определения площади активной части межзубной впадины. Величины коэффициентов заполнения стружкой межзубных впадин должны быть К > 1:
При ленточном пилении значения подач на зуб Sz принимаются в пределах 0,001…0,01 мм. При пилении пластичных материалов на малых подачах образуется сливная стружка, которая свободно скручивается в канавках в виде спирали. В таких случаях рекомендуется использовать в расчетах минимальные значения коэффициентов заполнения канавок стружкой.
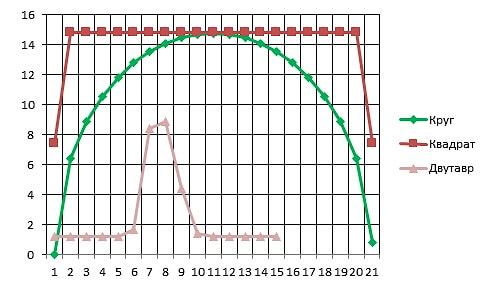
Для различных форм заготовок соответственно изменяются зоны максимального среза материалов. Максимальную зону контакта заготовка-пила имеем, например, на горизонтальных станках колонного типа с углом наклона пильной рамы 50.
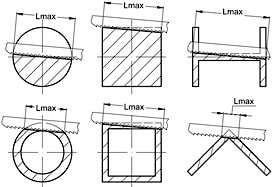
Наибольший объем стружки в межзубной впадине образуется при прохождении зубом максимальной зоны резания и зависит от режимов резания, конструкции станка, формы заготовок.
Максимального количества зубьев Zmax в зоне резания зависит также от профиля заготовок.
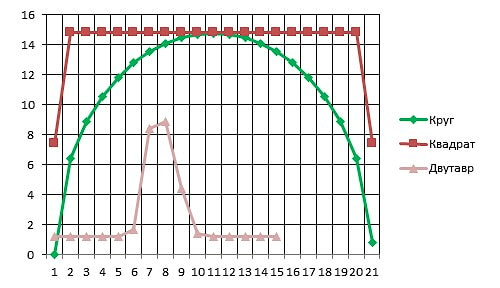
Расчеты подтверждают, что максимальные нагрузки в зоне резания возникают при пилении заготовок квадратной формы, а резкое изменение процессов в зоне контакта пила-заготовка - при резке двутавровой балки.
Следовательно, при внедрении ленточнопильных технологий следует учитывать, кроме других факторов, влияние профилей заготовок на количество зубьев, участвующих одновременно в процессе резания, что связано с силовыми, тепловыми воздействиями на инструмент и, в конечном итоге, с износостойкостью пил и производительностью процесса.
Ещё из раздела НАУЧНЫЕ РАБОТЫ