Возможность улучшения способов создания прибавочной стоимости
Ленточное пиление в технологическом цикле предприятий
В металлообрабатывающей промышленности при проведении раскроя металла на мерные заготовки без ленточнопильных станков обойтись нельзя. Пиление сталей, как один из первых шагов в цепи создания стоимости продукта, на первый взгляд не выступает на первое место при анализе готового товара, и поэтому данному аспекту не уделяется должного внимания. Однако, выбор оптимального пильного оборудования является очень важным фактором, как с точки зрения получения качества готового изделия, так и с точки зрения экономии ресурсов и материалов.
Возможности применения, высоконадежное оборудование
Для производства отдельных заготовок (как пиления под прямым углом, так и пиление под углами) из различных материалов, заготовок разных размеров и длин необходимы надежные и мощные станки, которые, одновременно должны быть компактны и просты в эксплуатации. Станки должны обеспечивать надежное производство большого количества одинаковых заготовок с неизменно постоянными качеством и размерами.
Для обеспечения возможности пиления труднообрабатываемых материалов, а также для обеспечения большей стойкости инструмента и высокой точности размеров, прогрессивные модели оборудования оснащаются целым рядом устройств:
• Устройством автоматической регулировки подачи,
• Устройством регулировки давления пиления,
• Плавной регулировкой скорости пиления,
• Микрораспылителем СОЖ.
Пример «Стальные лестницы»
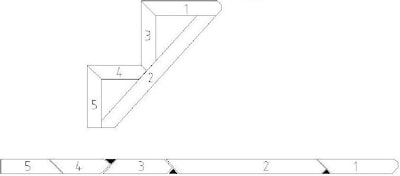
Классическим примером того, как применение правильно выбранного ленточнопильного оборудования может облегчить все последующие технологические процессы, является производство стальных лестниц. Такие конструкции очень часто должны быть приспособлены к конкретным условиям и поэтому в процессе изготовления необходима очень высокая степень гибкости. С применением современного автоматического станка с возможностью поворота рамы в обе стороны, заготовки для таких конструкций могут отрезаться в полностью автоматическом режиме (см. рисунок с примером).Необходимые данные вводятся при помощи СNC-управления в память. Отрезаемые заготовки изображаются на дисплее графически. Оператору при программировании нет необходимости также заботиться о неизбежно возникающих в таких случаях обрезках (небольшие треугольники черного цвета на рисунке). Станок автоматически высчитывает наиболее оптимальный вариант пиления, таким образом, в отход идет наименьшее количество материала.
Сокращение дополнительных операций обработки при производстве металлоконструкций
Благодаря высокому качеству и точности заготовок, в большинстве случаев можно отказаться от применения очень затратной подготовки к сварочным операциям. Кроме того, качество сварного шва и визуально, и фактически, значительно улучшается, так как благодаря применению ленточного пиления исключается несовпадения размеров и поверхностей свариваемых деталей.
Аналогичный пример можно привести в отношении металлоконструкций, которые применяются в строительстве. Отдельные элементы конструкции отрезаны по длине и углу настолько точно, что могут быть соединены при помощи сварки или болтов без проведения каких-либо дополнительных технологических операций. Такую высокую степень гибкости при автоматическом пилении позволяют обеспечивать цанги подачи заготовки, которые выполняются с возможностью единовременного перемещения заготовки на 1 метр и больше.
Таким образом, появляется возможность избежать продолжительных многократных перехватов, а следовательно - и многократных зажимов заготовки. Заготовка перемещается при ее фиксации зажимной цангой. Благодаря применению векторной техники позиционирования, независимой системы измерения длины и линейных направляющих, достигается точность перемещения до 0,1 мм.Для обеспечения точного позиционирования во время движения цанги в обратном направлении, между заготовкой и губками цанги должно быть расстояние с обеих сторон. Кроме того, во избежание деформации тонкостенных профилей должно регулироваться давление крепления заготовки.
Ленточнопильные станки для обеспечения полностью автоматизированного процесса пиления могут быть связаны с высокоразвитыми системами транспортировки заготовок внутри производственных операций. В комбинации со сверлильными станками, пескоструйными установками и сварочными роботами возможно создание фактически любых автоматизированных поточных линий для производства определенных стальных металлоконструкций.
Степень координации и контроля за станком возрастает вместе увеличением сложности станка. При помощи сетевого управления с подключением к программному обеспечению управления производством станки могут программироваться с центрального пульта. Время отключения станка из-за ремонта или работ по обслуживанию сокращаются из-за применения модема для интерактивного обслуживания.
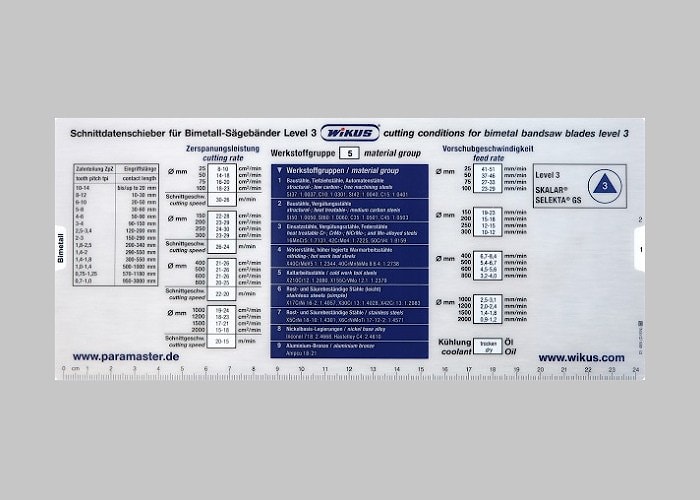
Выбор полотна
При массовом производстве в автоматическом режиме все чаще и чащи применяются полотна с твердосплавными напайками, которые являются следующим шагом в развитии ленточнопильных технологий. В первую очередь, при пилении сплошных заготовок и заготовок из трудно обрабатываемых материалов с постоянными размерами.
По отношению к обычным биметаллическим полотнам из-за значительно более высокой скорости пиления производительность почти удваивается, кроме того, стойкость полотна значительно увеличивается, что оправдывает почти двукратную разницу в цене. Конечно, для применения пил с твердым сплавом требуют оборудования с очень стабильной и устойчивой конструкцией.
Этим требованиям соответствует применение узлов с шариковыми направляющими и сервоприводов. Требуемые высокие скорости пиления (выше 150 м/мин) достигаются использованием привода главного движения с частотными преобразователями.
Дизайн и функциональность
Для того чтобы соответствовать постоянно повышающимся требованиям дизайна и функциональности, станки для серийного пиления в автоматическом режиме под углом 90 при больших размерах заготовок обеспечены полностью закрытым корпусом. Таким образом, зоны опасности закрыты, оптимизируется процесс отвода стружки, окружающее пространство не подвергается загрязнению, а, следовательно, значительно улучшаются условия работы персонала. Станки такого типа находят свое применение во всех сферах, от простых слесарных мастерских до интеграции в больших поточных линиях.
Вывод: тот, кто рассматривает современные пильные технологии, сразу же обнаруживает параллели с производством финишного оборудования (например, обрабатывающие центры). Там успешно применяются конструктивные элементы, такие, как линейные направляющие, АС-приводы, бесконтактные измерительные системы в комбинации с CNC управлением. Все это позволяет считать, что современные ленточнопильные станки с полным правом можно отнести к эре новейших Hightech-технологий.
Лидер в производстве станков
Одним из пионеров и лидеров в производстве ленточноотрезных станков является фирма «МЕВА» из Вестерхайма. С 1958 года на этом заводе в Швабских Альпах производятся исключительно ленточнопильные станки.
МЕВА - предприятие, оставившее один из самых значительных вкладов в развитие ленточнопильных технологий. Быстрые темпы развития пиления требуют от производителя постоянных идей и технического ноу-хау, поэтому фирма МЕБА инвестирует огромные средства в разработки новых технологий. В стенах предприятия проектируются и строятся новейшие станки, которые после тщательных испытаний пускаются в серийное производство. По словам руководителя конструкторского отдела Андреаса Приля: - «Наши инженеры находятся в постоянном поиске новых решений, как в отношении издержек, так и в отношении техники; мы стремимся сократить расходы по изготовлению и монтажу, повысить продолжительность срока службы и жесткость конструкции, а также сократить затраты на поддержание станка в исправном состоянии», Например, в запущенной в производство в 1999 году серии EcoLine, вместо обычных направляющих колонн круглого сечения для подачи рамы пилы, впервые были применены предварительно напряженные линейные направляющие с интегрированными шариковыми цепями в закрытой жесткой раме. Благодаря этому была достигнута в высшей степени плавная и демпфирующая подача рамы пилы. Это решение позволило минимизировать затраты на ремонт и обслуживание и получать заготовки с точностью пиления 0,1 мм.
«Шансы на успех на рынке имеет только тот, кто все время реализует растущие потребности своих клиентов, а иногда даже предваряет их», - фирменная философия фирмы «МЕВА». Самая главная цель при этом – оптимизировать технологические процессы клиента и систему обслуживания парка станков. На сегодняшний день возможно достижение такого качества пиления, что отпадает необходимость в дополнительной обработке заготовок.
Эффективное производство металлоконструкций
В последнее время в таких областях, как производство стальных каркасов и металлоконструкций, а также торговле аналогичными изделиями, как никогда важна гибкость и эффективность производителя.При производстве современных металлоконструкций необходимо оборудование, обеспечивающие возможность пиления под разными углами, с высокой точностью и скоростью позиционирования.
Фирма MEBA запустив в производство уже свои первые станки с возможностью поворота рамы пилы, установила новый стандарт и стала одним из лидеров ленточнопильных технологий. Требования, выдвигаемые при работе с металлоконструкциями, заставляют производить гибкие в применении станки с очень коротким производственным циклом. Модели МЕВА 335 DGA-1300 / MEBA 410 DGA – 1300, с областями пиления от 500 х 350 до 620 х 410 соответственно, могут быстро оперировать с длинами обрабатываемых заготовок в диапазоне 1300 мм до 12.000 мм, а также производить разрезку под углами в автоматическом режиме.
Модульный принцип постройки станков делает возможной адаптацию любой модели в соответствии с индивидуальными требованиями. Благодаря применению хорошо зарекомендовавшего себя блочного принципа роликовых конвейеров, на станках могут обрабатываться заготовки длиной до 12 метров. Это значительно снижает продолжительность рабочего цикла, в особенности при работе с длинными заготовками, в то время как дополнительные затраты на оснащение таким оборудованием относительно невелики.
Быстрые перемены в технике в этой сфере требуют большого количества новых идей, технических ноу-хау и мотивации, и фирма MEBA успешно соответствует всем этим высоким требованиям вместе со своей технической командой, службой сервиса и продаж.
Андреас Приль, главный конструктор MEBA GmBH
Ещё из раздела НАУЧНЫЕ РАБОТЫ