Достоинства использования ленточных пил
 При использовании биметаллических ленточных пил во время обработки заготовок большого поперечного сечения увеличивается производительность и стойкость инструмента.
При использовании биметаллических ленточных пил во время обработки заготовок большого поперечного сечения увеличивается производительность и стойкость инструмента. В металлообрабатывающей промышленности уже давно мечтают о том, чтобы улучшить рентабельность при обработке больших поперечных сечений заготовок. Обработка поперечных сечений свыше 1 м2 требуют больших временных затрат и ограничивается возможностями оборудования. Большие заготовки весом до 100 тонн и с площадью обрабатываемой поверхности до 10 м2/рез требуют применения специальных ленточнопильных станков, для которых необходимы значительные инвестиционные затраты и очень большие производственные площади.
На протяжении прошлых лет постоянно росла необходимость в пилении крупных заготовок. Количество операций, связанных с механической обработкой заготовки, сокращалось. Таким образом, толстые листы и длинные заготовки будут чаще изготавливаться путем отрезки от заготовки большего размера. При этом металлообработчики высоко ценят возможность гибкого варьирования размеров полученной заготовки. Все больше увеличиваются размеры пуансонов и форм из инструментальной стали, которые применяются в автомобилестроении.
Соответственно увеличивается размер заготовок, из которых они изготавливаются. При этом первым этапом в их изготовлении является пиление.
Сварные швы при использовании нержавеющих сталей и никелевых сплавов всегда считаются слабым местом. Поэтому заготовки из таких материалов также увеличиваются в размерах, что ведет к увеличению ширины пропила и времени пиления этих тяжело обрабатываемых материалов.
Специальная геометрия режущей кромки увеличивает производительность резания
Фирмой Wikus, Шпангенберг, разработано и успешно применено на практике новое биметаллическое полотно GIGANT, которое значительно увеличило производительность и стойкость полотна при обработке крупных заготовок. Комбинация оптимального порядка разводки и специально созданной геометрии зуба позволяет увеличить производительность пиления в единицу времени и нагрузку на один зуб, благодаря чему возможен значительный рост производительности резания в cм2/мин и уменьшение времени пиления. Очень острая режущая кромка и особая термообработка режущей кромки зубьев из быстрорежущей стали (твердость прим. 69 HRC) позволяют снизить износ, увеличить срок службы ленточного полотна, несмотря на повышение производительности.
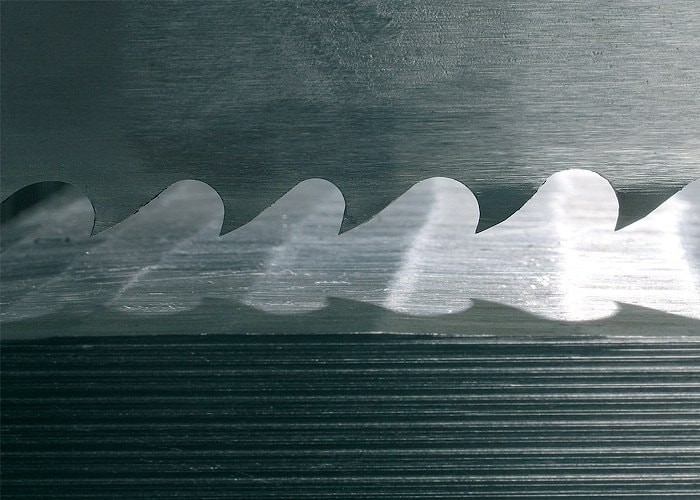
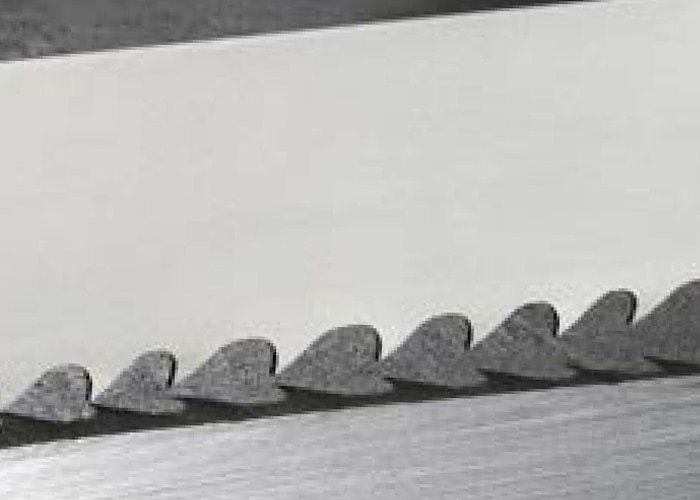
Для оптимальной адаптации к обрабатываемому материалу были разработаны формы зуба HV и VA.
Пилы с формой зубьев HV применяют для пиления материалов с повышенной твердостью и прочностью, а также для легированных и высоко легированных материалов. Форма зуба HV хорошо себя зарекомендовала при обработке легированных инструментальных сталей для горячей и холодной штамповки с прочностью до 1400 Н/мм2.
Пилы с формой зубьев VA предпочтительнее использовать для нержавеющих и аустенитных сталей. Также форма зуба VA повышает производительность пиления при пилении сплавов на основе никеля: Inconell, Hastelloy или Nimonic. В целом, пилы с формой зубьев VA подходит для всех металлов, образующих длинную стружку, а также сталей с высоким содержанием никеля, хрома и низким содержанием углерода.
На фирме Eschmann-Stahl (г. Гуммерсбах) осуществляется пиление широкого ассортимента инструментальных сталей для горячей и холодной штамповки, сталей для изготовления форм для литья пластмасс. Пиления заготовок шириной пропила 1800 мм и площадью поперечного сечения 8 м2 и более является для этого клиента повседневной задачей. На горизонтальном ленточнопильном станке Kasto с размерами полотна (14960 мм x 80 мм x 1,60 мм) преимущественно обрабатывалась сталь для горячей штамповки 1.2714 (в закаленном исполнении). Были осуществлены резы с шириной пиления от 1000 до 1800 мм.
При больших поперечных сечениях стойкость полотна была удвоена
Проводилось непосредственное сравнение полотна GIGANT M42 (форма зуба VA, шаг 0,75-1,25 tpi) и полотна WIKUS Marathon M42 с одинаковыми размерами и с формой зуба – зуб-крючок (положительный передний угол), в специальном исполнении PD (более положительный передний угол). Eschmann-Stahl уже много лет применяет на практике оба этих продукта и имеет большой практический опыт в пилении.
Ряд тестов должен был показать, как изменяется производительность пиления и срок службы режущей кромки GIGANT M42 VA с большими длинами пропила при увеличении размера заготовки.
На рисунке 1 отображается изменение производительность в cм2/ мин и отрезаемая поверхность в м2. Как и ожидалось, MARATHON M42 PD показывает большую стойкость по сравнению со стандартным полотном. При использовании обоих полотен снижается производительность с увеличивающимися длинами каналов пиления, положительный передний угол PD, однако, выглядит более выигрышным.
Однако значительно убедительнее выглядит поверхность, полученная при использовании полотна GIGANT M42 VA. При пилении заготовок большого сечения стойкость увеличивается более чем в 2 раза. При пилении самых больших поперечных сечений, по сравнению со стандартными полотнами, можно наблюдать увеличение производительности в 2,5 раза, благодаря чему можно значительно сэкономить время.
Результат многочисленных пробных резов полотном GIGANT M42 VA показывает, что с увеличением сечения заготовки производительность только увеличивается.
На заготовках меньшего сечения, таким образом, можно рассчитывать на еще большие резервы в отношении производительности. На заготовках с шириной пиления до 1000 мм можно ожидать производительности до 70 cм2/мин.
Альтернативная возможность использования этого типа полотна – пиление заготовок различного сечения с шириной пропила между 600 м 1600 мм с постоянно высокой производительностью, рассчитанной для больших сечений. Таким образом, оператор станка избегает необходимости перенастраивать параметры пиления.
Большие ленточнопильные станки обрабатывают блоки весом до 140 тонн
Фирма Edelstahlwerke Buderus AG (г. Ветцлар) считается известным немецким производителем высококачественных сталей. Здесь выплавляются и обрабатываются конструкционные стали с мелкозернистой структурой, инструментальные стали, высококачественные стали, износостойкие нержавеющие и химически стойкие стали, а также жароупорные и высокожаропрочные стали. Особенно при обработке поковок вес блока может достигать 140 т. Такие заготовки обрабатывается на больших ленточнопильных станках.
На горизонтальных ленточнопильных станках HBP 1800 (размер полотна 14 300 мм x 80 мм x 1,60 мм) обрабатывалось преимущественно сталь для холодной штамповки DIN 1.2738 (прочность от 1100 до1200 Н/мм2). Проводилось сравнение обычного полотна MARATHON M51 с новым полотном GIGANT M51 (форма зуба HV и шаг 0,75-1,25 tpi). На рис. 2 показано графическое изображение результата большого количества использования пилы при пилении заготовок сечением от 1000 до 1800 мм.
Как и ожидалось, с увеличением ширины пиления стойкость [м2] и производительность [cм2/мин] при применении MARATHON M51 (на Buderus используется как стандартное полотно) уменьшалась. При увеличении сечения полотно быстрее изнашивается и увеличивается время пиления. При использовании полотна GIGANT M51 HV достигается бóльшая стойкость, которая незначительно изменяется с увеличением поперечного сечения заготовки. Производительность пиления, которая изначально выше, чем у сравниваемого полотна, не только не снижается при увеличении сечения, но даже может быть увеличена. Это означает, что GIGANT M51 HV при таком использовании пилы показывает такие же резервы что и GIGANT M42 VA, чтобы еще больше сократить время пиления при короткой ширине пиления.
Новое полотно экономит время и затраты на инструмент
Применение полотна GIGANT M51 HV на фирме Buderus показывает, каким потенциалом обладает новая пила. Пиление больших заготовок становится значительно экономичнее в отношении времени и затрат на инструмент, а повышенная цена на полотно оправдывается полученными результатами. Благодаря снижению времени пиления на дорогих больших ленточнопильных станках достигается дополнительная производительность.
В настоящее время полотно GIGANT изготавливается в исполнениях M42 (68,8 HRC) и M51 (69,5 HRC) с формой зуба HV и VA с размерами пилы 54 мм, 67 мм и 80 мм x 1,60 мм. Прорабатывается вопрос расширения программы производства этого продукта с шагом от 1,4 до 2 tpi. Результат будет представлен в ближайшее время. Также Вашему вниманию будет предоставлена пила для пиления заготовок размером от 250 до 600 мм.
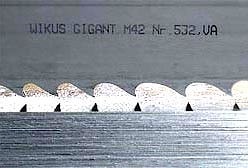 |  |  |
| Рис. 1: Биметаллическая ленточная пила GIGANT имеет твердость 69 HRC и достигает высокой производительности пиления с увеличением срока службы. | Рис. 2: На фирме Eschmann-Stahl на ленточнопильных станках Kasto была распилена жароупорная сталь 1.2714 при помощи пилы Gigant M42 фирмы WIKUS. | Рис. 3: На станке Behringer , фирме Buderus была обработана штамповая сталь для холодной штамповки 1.2738 при помощи полотна Gigant M51 с формой зуба HV. Было проведено пиление с длинами каналов пиления от 1000 до 1800 мм. |
производитель
WIKUS
Если вас заинтересовала данная информация, вы можете:
Позвонить:
Ещё из раздела СПРАВОЧНЫЕ МАТЕРИАЛЫ
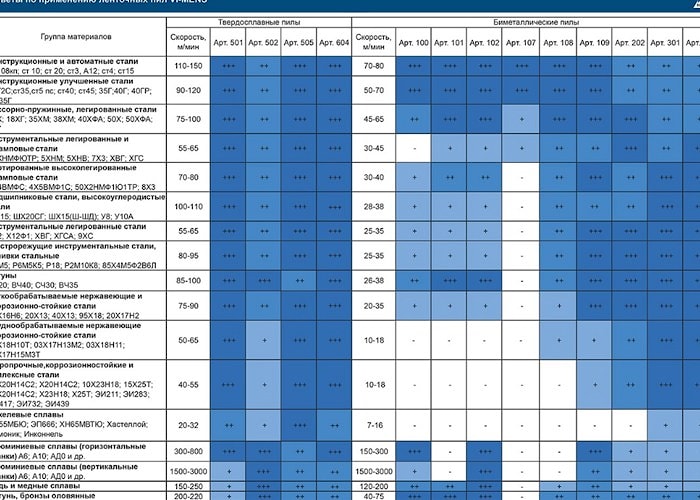
Ленточные пилы VI-MENS выпускаются с различными типами режущей кромки, разводки, геометрических параметров зубьев для получения максимально высоких показателей в обработке материалов заготовок. Для облегчения выбора типа ленточных пил, в зависимости ...
Полотно пилы и ее зубья в процессе резания испытывают различные напряжения: растягивающие; изгибные на шкивах; крутильные при позиционировании зубьев в зоне резания на выходе и выходе из направляющих; напряжения от сил резания и центробежных сил. ...
SKALAR ® - обеспечивает значительное увеличение производительности и стойкости при резке различных материалов. Оригинал статьи в электронном варианте В прошлом, надёжная биметаллическая пила GIGANT ® убедительно показала высокую ...
Диск-основа пил изготовлена из углеродистой легированной стали. На предварительно подготовленный диск припаиваются твердосплавные либо металлокерамические пластины с соответствующей геометрией передней, задней и боковых поверхностей. Таким образом, ...
На сегодняшний день, на мировом рынке ленточных пил присутствует большое количество производителей полотна, не менее 20 и еще большее количество их дилеров. Таким образом, перед специалистами промышленных предприятий, обеспечивающими своё ...

Параметры ленточной пилы для выбора В предыдущей статье мы постарались указать основные моменты, которые необходимо анализировать при выборе пилы. В данной статье разберем перечень информации для анализа из блок-схемы: Блок 1.1 Длина – ширина – ...

К элементам режима резания при дисковом пилении относятся: - скорость резания; - подача в минуту; - подача на оборот; - подача на зуб. Скоростью резания при дисковом пилении называют путь, который проходят в одну минуту наиболее отдаленные от оси ...
В предыдущей статье мы рассмотрели такие наиболее распространенные поломки ленточных пил, как разрыв и сколы зубьев. Теперь остановимся на таком вопросе как отклонение от перпендикулярности пилы при резании, проще говоря «косине». Начнем с того, что ...

Чтобы уменьшить нагревание дисковой пилы при резании, тем самым уменьшить износ режущей кромки и продлить срок работы диска обязательным является охлаждение. Существует несколько способов охлаждения дисковых пил: - с использованием ...

Планирование и своевременное проведение технического обслуживания любого металлорежущего оборудования позволяет предотвратить его поломки, повышает ресурс безаварийной работы и увеличивает стойкость используемого инструмента. Рекомендации по ...

Поломка любого режущего инструмента всегда неприятна, особенно если эта поломка преждевременная и ресурс по стойкости далеко не достигнут. Ленточные пилы не являются исключением. Необходимо понимать, что любая поломка вызвана конкретными причинами. ...

Ленточное пиление, как и любая другая технология механической обработки, требует расчета и соблюдения режимов резания. Их нарушение приводит к ряду негативных последствий: снижается стойкость ленточной пилы; возможна поломка ленточной пилы; возможен ...
