Быстрое высокоточное производство несварных арматурных сеток (ролл-матов)
 С января 2011 года компания Pedax, известный производитель оборудования для обработки стальной арматуры железобетона, и компания Arm-Tec, производитель станков Spinmaster, объединили усилия для создания мощной команды для продвижения и продаж по всему миру оборудования для производства ролл-матов. Компании Pedax и Arm-Tec провели тщательные исследования по часто возникающему вопросу: как можно осуществить размещение стальной арматуры на строительной площадке быстрее, проще и более эффективно?
С января 2011 года компания Pedax, известный производитель оборудования для обработки стальной арматуры железобетона, и компания Arm-Tec, производитель станков Spinmaster, объединили усилия для создания мощной команды для продвижения и продаж по всему миру оборудования для производства ролл-матов. Компании Pedax и Arm-Tec провели тщательные исследования по часто возникающему вопросу: как можно осуществить размещение стальной арматуры на строительной площадке быстрее, проще и более эффективно? Предварительно изготовленные ролл-маты прибывают на строительную площадку и при помощи крана устанавливаются в нужное положение для укладки.
Раскладка арматуры на строительной площадке – это напряженная, изнурительная работа. Она требует высокой точности и должна укладываться в определенные временные рамки, которые постоянно сжимаются. За последние годы требования к точности значительно ужесточились, а временные рамки сузились. Хотя объем работы зачастую остается прежним. Это означает, что требования ко всем, кто вовлечен в данный процесс, значительно возросли, начиная с компаний по гибке металла, строительных подрядчиков и заканчивая теми, кто укладывает арматуру на стройплощадке.
Использование ролл-матов, соединенных друг с другом, в качестве арматуры значительно упрощает работы на стройплощадке и может сэкономить до 80% времени во время работ по раскатке по сравнению с использованием отдельных незакрепленных прутков или стандартных сеток. Кроме того, до 20% материала можно сэкономить благодаря незначительному соединению внахлестку. Предприятия по гибке металла могут получить конкурентные преимущества, предлагая ролл-маты. Строительные подрядчики могут получить выгоду от экономии материала, а также существенно сократив время раскатки. Ролл-маты просто раскатываются, как ковры. Ролл-маты также можно применять в армировании стен. В этом случае уже не нужно вплетать дополнительные отдельные арматурные прутки.
Несмотря на эти факты, устанавливается относительно немного ролл-матов. Одна из главных причин этого кроется в том, как соединены арматурные прутки. Они зачастую привариваются к тонкой стальной ленте (стрипу), а это означает, что может использоваться только один из типов арматуры, который может привариваться к стальной ленте. Возможно, еще более важная причина заключается в том, что во многих странах этот вид сварной конструкции запрещен к использованию в армировании при возведении гражданских инженерных сооружений с меняющимся напряжением под нагрузкой, например, мостов. Это сварочный метод, для которого необходима дорогостоящая процедура получения разрешения, может навсегда изменить характеристики материала.
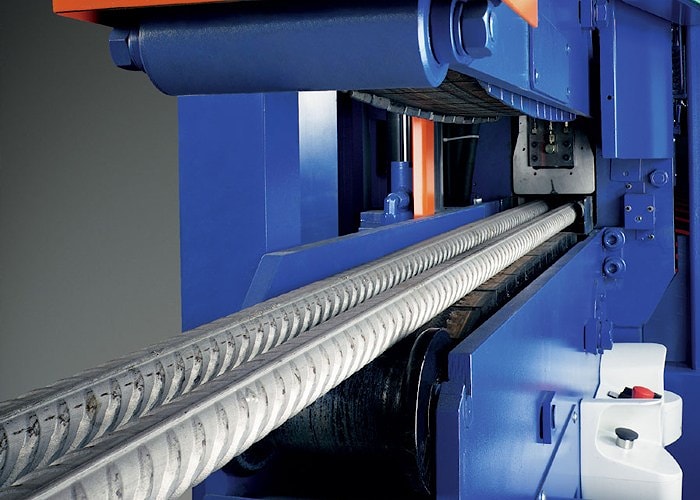
Здесь и проявляются преимущества оборудования Pedax Spinmaster. Ролл-маты, изготовленные на установке Spinmaster, не свариваются, а соединяются вместе при помощи проволоки толщиной 2 мм, которая из двух катушек полностью автоматически обматывается вокруг прутков. Со строительной точки зрения этот «ковер» можно рассматривать как высокоточную разметку незакрепленных прутков. Поскольку не используется сварка, то ничего не препятствует использованию ролл-матов при возведении гражданских инженерных сооружений с меняющимся напряжением под нагрузкой.
На установке Spinmaster можно обработать материал, который нельзя сварить, или же материал, который с большим трудом поддается сварке. Арматура, изготовленная из нержавеющей стали, оцинкованной стали или материалов с пластиковым покрытием, не представляет никаких проблем, поскольку можно использовать различные типы проволоки в соответствии с материалом арматуры. Это позволяет ролл-матам, изготавливаемым на установке Spinmaster, соответствовать всем строительным требованиям касательно материала.

Команда рабочих может быстро и легко раскатать ролл-мат, как обычный ковер, в соответствии с его расположением на плане армирования. Несколько слоев друг на друге могут создать точную сетку делений.

Катушки с проволокой вращаются вокруг продольных арматурных стержней на большой скорости. Расстояние между прутками можно легко выбрать от 75 до 450мм.
 |  |
| Катушки с проволокой для соединения продольных арматурных стержней полностью автоматические, без сварки | Установка Spinmaster для автоматического производства несварных ролл-матов |
Две разные версии станка Spinmaster, произведенные компаниями Arm-Tec в Дании и продвигаемые на рынке компанией Pedax с января 2011, могут поставляться в зависимости от потребностей заказчика и доступных площадей. Это дает возможность предлагать разнообразные типы станков, вплоть до тех, которые делают производство полностью автоматизированным, например, комбинацию установки Spinmaster с устройством автоматической подачи прутков. Ролл-маты могут производится с высокой точностью и очень быстро на полностью автоматизированной производственной линии практически в любых возможных вариациях.

Установка Spinmaster для полностью автоматического производства несварных ролл-матов.
производитель
PEDAX
Если вас заинтересовала данная информация, вы можете:
Позвонить:
Ещё из раздела СПРАВОЧНЫЕ МАТЕРИАЛЫ

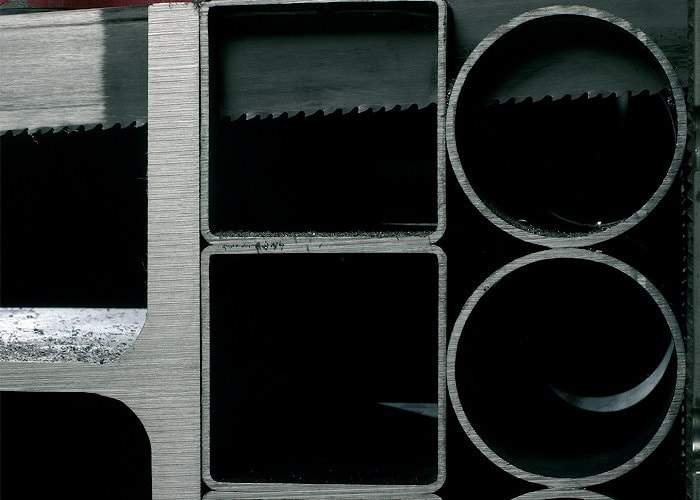
Существуют следующие виды материалов, из которых изготавливаются ленточные пилы Wikus: - инструментальные стали (« пилы из инструментальных сталей »); - быстрорежущие стали (« биметаллические пилы »); - твердый сплав (« ...

Основные термины и определения в ленточном пилении : скорость резания, производительность, подача СКОРОСТЬ РЕЗАНИЯ [V] – это путь точки режущего лезвия инструмента относительно заготовки в направлении главного движения в единицу времени. ...

Правильная приработка полотна гарантирует продолжительный срок службы ленточного полотна 1. У режущей кромки нового полотна очень малый радиус кромки. 2. После правильной приработки возникает оптимально скругленная режущая кромка. 3. Повышенная ...
Последовательность действий при выборе ленточных пил 1. Модель станка. От модели станка зависят : – Длина петли ленточной пилы. Например, длина, ширина и толщина ленточного полотна соответственно 5500 х 34 х 1,1 мм. Номинальный размер длины пилы, ...

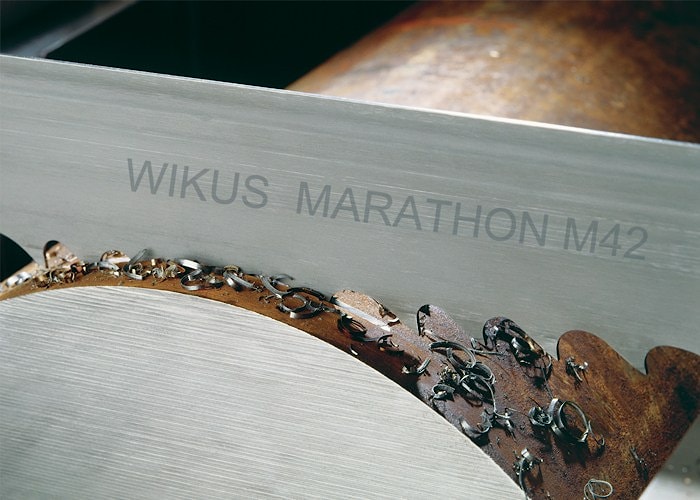
Твердосплавные ленточные пилы WIKUS выпускаются с различными геометрическими параметрами зубьев. Полная гамма производственной программы твердосплавных ленточных пил включает в себя пилы с разводкой, пилы со специальной заточкой, пилы с ...

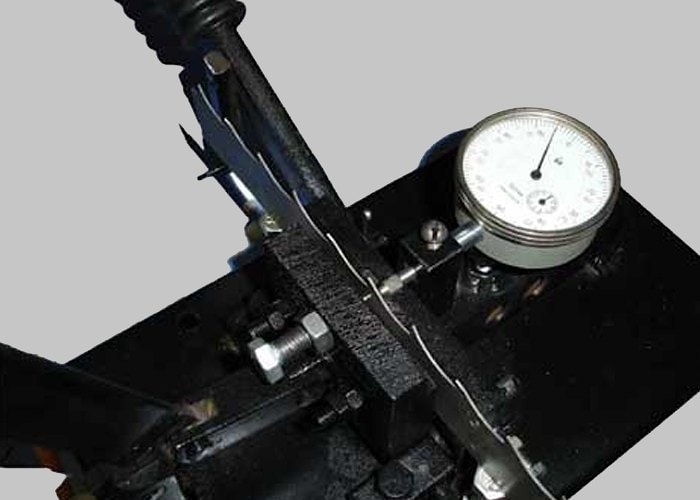
Одним из факторов, влияющих на нормальную работу ленточной пилы, является усилие натяжения. Натяжение обеспечивается ведомым шкивом, продольное перемещение которого, выполняет узел натяжения. Узел натяжения, в зависимости от модели ...

Стандартный зуб (S) Передний угол = 0°, для резки: материалов, образующих короткую стружку; сталей с высоким содержанием углерода; инструментальных сталей и чугунов; заготовок с малыми сечениями тонкостенных профилей. Профильный зуб (Р) Передний ...
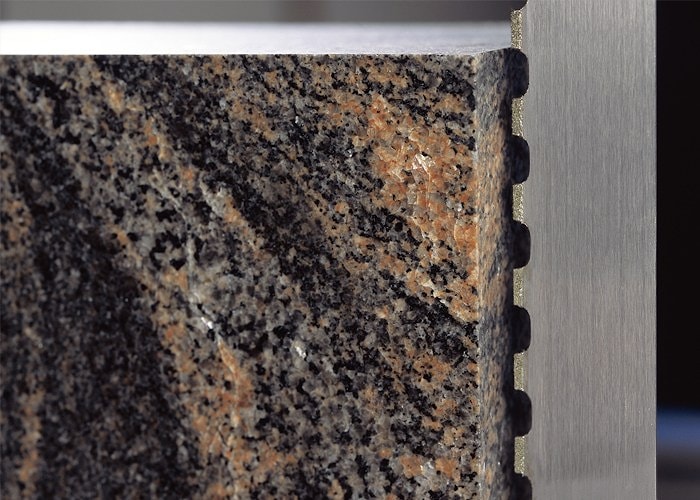
Для выбора алмазные ленточных пил WIKUS рекомендуется применять представленную таблицу. Если Вам необходима более детальная информация, просим обращаться за консультациями к нашим специалистам. Вид ленточного полотна Алмаз Артикулы Diagrit K 570 ...
Под шагом подразумевается количество зубьев на один дюйм (tpi). 1 дюйм = 25,4 мм. Различают постоянный шаг с одинаковым расстоянием между зубьями и переменный шаг с изменяющимся расстоянием между зубьями внутри одного межзубного интервала. ...
Благодаря разводке, при которой зубья выступают направо и налево относительно плоскости полотна, создается канал свободного резания ленточной пилы. Стандартная разводка (SD) Данный вид разводки универсален и применяется на всех заготовках (сталь, ...

1. Длина ленточного полотна Размер полотна зависит от применяемого ленточнопильного станка . Сведения о длине полотна для различных станков можно найти в последней части нашего каталога или в документации на станок. 2. Ширина полотна На ...
Подвижные станки для резки арматуры для предприятий, специализирующихся на гибке арматуры, и заводов сборных железобетонных конструкций В основе почти всех предприятий Германии, занимающихся гибкой металла, лежит стандартная модель. Это связано с ...
