Передовые технологии скоростного пиления тонкостенных труб
24.10.2014
 Известно, что осуществить пиление тонкостенных труб пакетом на ленточнопильном станке практически невозможно, так как при формировании пакета либо происходит деформация труб, либо при недостаточно сильном зажиме происходит проворот заготовок и как следствие разрыв дорогостоящего ленточного полотна. Решение вопроса – скоростное пиление. СП ЗАО «Брестгазоаппарат», г. Брест – одно из многих предприятий, которое столкнулось с данной проблемой и для её решения объявило тендер на поставку высокопроизводительного пильного оборудования. Основным требованием в задании на закупку было обеспечение высокой производительности отрезки заготовок с оптимальной стойкостью дисковой фрезы. Вторым и не менее важным требованием была высокая надежность поставляемого оборудования с учетом его 2-3-х сменной эксплуатации. Так как остановка станка на ремонт практически приведет к остановке всего предприятия.
Известно, что осуществить пиление тонкостенных труб пакетом на ленточнопильном станке практически невозможно, так как при формировании пакета либо происходит деформация труб, либо при недостаточно сильном зажиме происходит проворот заготовок и как следствие разрыв дорогостоящего ленточного полотна. Решение вопроса – скоростное пиление. СП ЗАО «Брестгазоаппарат», г. Брест – одно из многих предприятий, которое столкнулось с данной проблемой и для её решения объявило тендер на поставку высокопроизводительного пильного оборудования. Основным требованием в задании на закупку было обеспечение высокой производительности отрезки заготовок с оптимальной стойкостью дисковой фрезы. Вторым и не менее важным требованием была высокая надежность поставляемого оборудования с учетом его 2-3-х сменной эксплуатации. Так как остановка станка на ремонт практически приведет к остановке всего предприятия.Перед объявлением тендера на закупку, технические специалисты СП ЗАО «Брестгазоаппарат» провели тщательную проработку всего рынка предложений по данной технологии с посещением специализированных выставок «TUBE» в г. Дюссельдорфе, всех возможных производителей станков с целью ознакомления с особенностями конструкции станков.
В тяжелой конкурентной борьбе право на поставку выиграло RSA cutting systems GmbH, Германия.
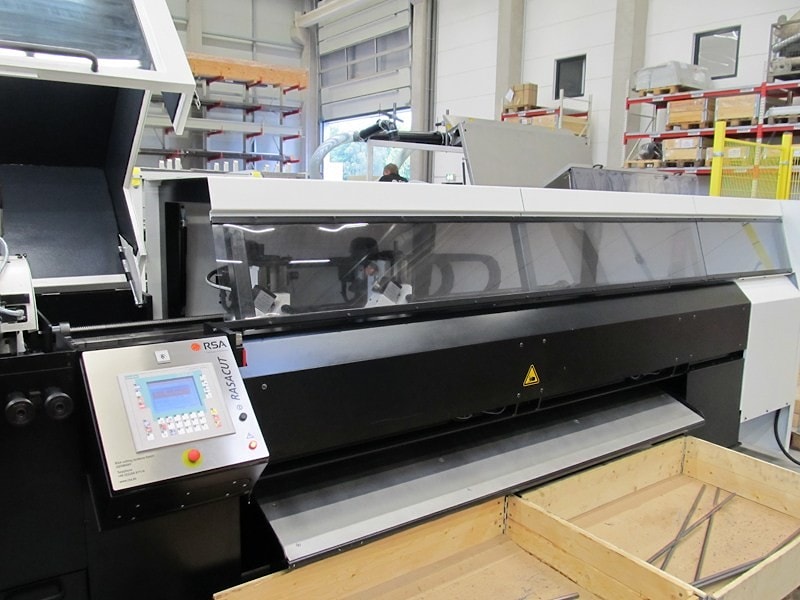
В августе 2014 года на СП ЗАО «Брестгазоаппарат», г. Брест была поставлена и внедрена высокопроизводительная линия резки трубных заготовок RASACUT SC 2000 с диаметром разрезки от 10 до 102 мм.


Это современная ресурсосберегающая технология разрезки труб при помощи быстрорежущих дисковых пил, которая на сегодняшний день обеспечивает замену технологии резки труб пакетом на ленточнопильных станках.
Дисково-отрезной автомат RASACUT SC 2000 по условиям технического задания заказчика был поставлен с системой загрузки и последующей раскладкой пакетов труб длиной до 6,5 метров и выгрузкой в две стороны отрезанных деталей длиной до 2 метров.


Это было необходимо для осуществления непрерывного цикла обработки с минимальными затратами по времени на подачу и удаление заготовок из зоны резания.
Система удаления заготовок из зоны резания производит сортировку и укладку заготовок в различные контейнеры, в зависимости от их длины. Причем оператор с пульта станка может запрограммировать, в какой из контейнеров должна попасть отрезанная заготовка.
На станке для обеспечения максимально «комфортных» условий резания применяется комбинированная система СОЖ – масляный туман, воздушно капельная, и обдув пилы охлажденной струей воздуха. Для обеспечения безопасности и уменьшения шумности работы предусмотрен защитный кожух, блокирующий станок при попытке доступа оператора в зону резания во время цикла. При этом замеры шума на месте оператора показал, что уровень шума составляет не более 82 dB(A).
Кроме того, на станке установлено вместо одного измерительного упора – два измерительных упора, что позволило осуществить раскрой труб в зависимости от их исходной длины с наименьшими отходами.
При подготовке контракта между СП ЗАО «Брестгазоаппарат» и RSA cutting systems GmbH - компания ВИ-МЕНС, как официальный представитель фирмы RSA, со своей стороны, обеспечило согласование всех технических особенностей работы данного оборудования в условиях СП ЗАО «Брестгазоаппарат». Инженерная и сервисная службы компании ВИ-МЕНС провели совместно с поставщиком шеф-монтажные работы и обучение персонала. Отработаны режимы резания на различных сортаментах труб.
Следует отметить, что по итогам отработки технологии отрезки, станок показал достойные результаты:
- труба из стали 08Ю Ø25 мм (стенка 1 мм, длина 398 мм) - 1580 шт./час;
- труба из стали 08Ю Ø25 мм (стенка 1 мм, длина 676 мм) - 1180 шт./час;
- труба из стали 08Ю Ø16 мм (стенка 1 мм, длина 626 мм) - 1450 шт./час;
- труба из стали 08Ю Ø16 мм (стенка 1 мм, длина 1117 мм) - 1040 шт./час;
При этом резка осуществлялась практически без заусенца, и не происходило смятие профиля тонкостенной трубы.
При выборе данной технологии учитывались следующие параметры:
• Отсутствие смятия тонкостенного профиля трубы при зажиме заготовки благодаря применению формованных губок тисков.
• Высокая производительность за счет роликовой подачи заготовки (отрезка заготовок, по крайней мере, в 5-7 раз быстрее по сравнению с отрезкой на ленточнопильных станках);
• Высокая точность (жесткость станка обеспечивает рез, с отклонением 0,3% от диаметра. Система позиционирования подает заготовку с точностью ± 0,1 мм.
• Практически отсутствие заусенца и высокая стойкость режущего инструмента до переза-точки в связи с применением функции сервооси для подачи модуля пилы. При помощи встроенной сервооси можно задавать различную скорость подачи при пилении труб, чтобы для устранения возникновения заусенца и повышенных ударных нагрузок на зуб пилы при входе и выходе из заготовки подача была более замедленной чем при пилении основного профиля трубы.
• Модульность оборудования позволяет встраивать различные дополнительные устройства для снятия заусенцев, снятия фасок с внутренних и наружных сторон труб, автоматического измерения и выбраковки отрезанных заготовок, а также мойки, сушки и штабелирования отрезанных заготовок.
• Повышенная надежность оборудования обеспечивает длительную круглосуточную работу, необходимую для массового производства.
• Самодиагностика в автоматическом режиме неисправностей системы управления станком с выводом информации о сбоях в работе конкретного оборудования (узла) установки, обеспечением автоматического контроля за всеми важнейшими параметрами резки и индикацией режимов работы.
• Оснащение станка устройством для быстрой замены пильного диска, что позволяет производить замену фрезы за 1-1,5 мин.
• Ускоренное время на переналадку при изменении отрезаемой длины детали:
- без изменения диаметра детали – 3 мин;
- с изменением диаметра детали – 15-20 мин.
| Еще новости на эту тему: | |
| 26.12.2023 | Машиностроение. Металлообработка. Сварка. Казань, 2023 |
| 26.12.2023 | Машиностроение. Металлообработка. Сварка. Казань |
| 10.07.2023 | Международная Выставка «UzMetalMashExpo-2023» Металлургия и металлообработка. Станкостроение. Сварка |
| 23.09.2021 | Конференция "Инновации в ленточном пилении" Санкт-Петербург |
| 17.06.2020 | Конференция "Инновации в ленточном пилении" |
| 28.11.2019 | Инновации в ленточном пилении |
