Инновации в технологии рубки листового металла
19.09.2014
Традиционно рубка листового металла осуществляется на гильотинных ножницах. Стоит отметить, что толщина обрабатываемого листового металла порой достигает 20-25 мм и только можно догадываться, какие физические нагрузки при работе испытывают операторы обслуживающие данные ножницы.
Аналогичная технология рубки листового металла с ручной загрузкой листа на гильотинные ножницы посредством мостового крана, ручным позиционированием листа на входе и подачей до упора посредством нескольких рабочих до недавнего времени использовалась и на ОАО «Кузнечный завод тяжелых штамповок». После резки отходы удалялись вручную, а отрезанные карточки вручную стапелировались для передачи на дальнейшую обработку.
Программой технического перевооружения ОАО «КЗТШ» на 2012-2013г была предусмотрена замена данной технологии на более совершенную, с учетом исключения тяжелого физического труда, повышения качества получаемых деталей и значительного увеличения производительности труда. Был объявлен конкурс на поставку ножниц с ЧПУ с соответствующими дополнительными опциями, обеспечивающими максимальную автоматизацию процесса и минимизацию человеческого фактора в данном технологическом процессе.
Компания ВИ-МЕНС, совместно с немецкими партнерами «Weinbrenner Maschinenbau GmbH», г. Вайль-Дер-Штадт, Германия, эксклюзивными представителями которых компания ВИ-МЕНС является в РБ, предложили на конкурс вариант комплекса рубки полностью отвечающий требованиям технического задания ОАО «КЗТШ». По результатам тендера «Weinbrenner Maschinenbau GmbH» был признан победителем, с которым был заключен прямой контракт на поставку ножниц с ЧПУ TSV 25/305.
Технологический процесс рубки выглядит следующим образом:
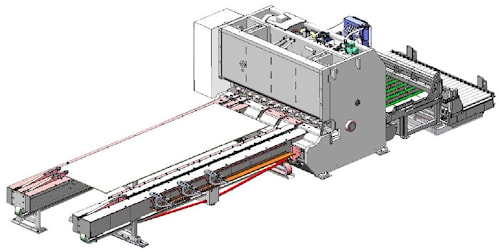
1. Загрузка листа, выравнивание и подача в зону резания:
Магнитный загрузчик поднимает лист, и укладывает его на рабочий стол. Далее лист автоматически позиционируется по упорам на подающих стойках, оснащенных шариковыми направляющими, гидравлическими цилиндрами и подающими зажимами, а затем подается в зону рубки. Одна из стоек - стационарная, другая – подвижная. Перемещается автоматически на нужное расстояние от стационарной в зависимости от заданной на пульте ножниц ширины листа.
2. Рубка:
По заданному оператором на стойке управления значению толщины исходного материала, длины деталей, а также их количеству происходит автоматическая подача листа в зону резания с автоматической корректировкой ЧПУ ножниц, зазора между лезвиями и их угла наклона. Подача осуществляется до автоматического упора с функцией автоматического отвода заднего упора после фиксации листа и возврата в исходное положение после опускания ножа.
- после этого происходит прижим листа независимыми прижимными цилиндрами с гидравлическим управлением и регулируемым усилием прижима, и непосредственно сам рез детали. На ножницах установлена система оптического визирования линии реза с флуоресцентной подсветкой. Режущие лезвия, изготовленные из высокопрочного и стойкого к износу конструкционного сплава (верхнее лезвие - две режущие кромки; нижнее лезвие - четыре режущие кромки). При этом надо отметить высокую точность и перпендикулярность реза, а также то, что резка исходного листа происходит без концевого остатка т.е. в «0».
3. Удаление готовых деталей и отходов резки:
После отрезки отходы отправляются в отдельный накопитель, а отрезанные заготовки транспортируются ленточным конвейером из рабочей зоны, и укладываются в стопки. Детали автоматически подымающимся вверх рольгангом складываются также на сменные паллеты в заданном с пульта управления ножниц количестве.
Схема установки ножниц с ЧПУ TSV 25/3050 на ОАО «КЗТШ»
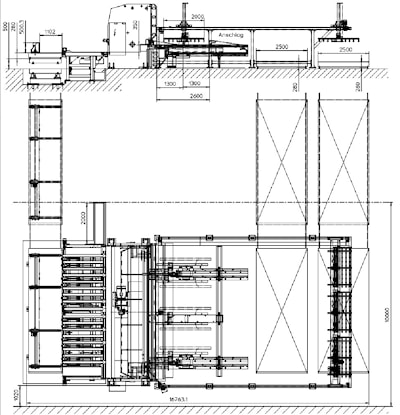
Сторона приема отрезанных заготовок

